Resin transfer moulding, eller RTM, är en ren och repeterbar metod för att producera starka kompositdelar med släta A-klassade ytor på båda sidor.
I RTM förformas torra fibrer, placeras i en matchande form och infunderas med lågviskösa material. epoxi, vinylester eller polyester under injektionstryck, sedan härdad.
Den här guiden visar hur processen fungerar, hur den jämförs med VARTM och LRTM, och vad man ska göra i varje steg för att få tillförlitliga delar.
Snabba slutsatser:
- Resin transfer molding (RTM) är en process som använder en sluten form för att skapa kompositdelar.
- Torra fibrer, såsom glasfiber eller kolfiber, placeras i en gjutform och sedan sprutas flytande harts in för att binda och härda dem.
- Det används ofta inom flyg- och rymdindustrin, fordonsindustrin, förnybar energi och hantverksindustrin.
- Fördelarna inkluderar hållbarhet, lätt design och släta ytor.
- Utmaningarna inkluderar högre installationskostnader och längre förberedelser.
Du kanske vill handla
|
|
Hartsare® 1 gallon/2 gallon kristallklart epoxiharts med anpassad avledningsport
Detta högkvalitativt harts är perfekt för underlägg, smycken och bänkskivor. De graderade, ergonomiska flaskor gör mätning och hantering enkel. 🛒 Klicka för att lägga till i varukorgen och starta ditt nästa perfekta projekt! |

Vad är resinöverföringsgjutning?
Resin transfer molding (RTM) är en sluten formprocess som används för att skapa starka, lätta kompositdelar.
I den här metoden placeras torra armeringsfibrer i en förseglad form, och ett flytande harts, såsom epoxi, polyester eller vinylester, sprutas in under tryck för att mätta dem. När hartset har härdat hårdnar det runt fibrerna och bildar en hållbar struktur.
Eftersom RTM är en sluten process ger den bättre ytfinish, exakt detaljkontroll och minskad rökgasproduktion jämfört med öppna gjutmetoder.
Det är mer tillförlitligt än manuell uppläggning men billigare och mindre komplext än högtrycksgjutning, och erbjuder ett balanserat alternativ för att producera kvalitetskompositer i måttlig skala.
📌Läs även: Epoxihartsformmaterial: Bästa alternativen och tips förklarade
Hur hartsöverföringsgjutningsprocessen fungerar

RTM-processen kan delas upp i en serie steg. Varje steg måste utföras noggrant för att säkerställa att slutprodukten är stark och pålitlig.
Steg 1: Formförberedelse
- Formar är vanligtvis gjorda av metall som aluminium eller stål, men ibland används höghållfasta kompositer.
- Ett släppmedel appliceras på insidan av formen, vilket gör att delen kommer ut slätt efter härdning.
- De två halvorna av formen måste vara perfekt i linje för att förhindra läckage och defekter.
Steg 2: Placering av fiberförstärkning
- Förskurna fibertyger eller mattor, såsom glasfiber, kolfiber eller naturfiberförstärkningar, läggs i formen.
- Placeringen är viktig eftersom fiberorienteringen styr den färdiga delens styrka och flexibilitet.
- Ibland tillverkas förformar för att hålla fibrerna på plats innan harts tillsätts.
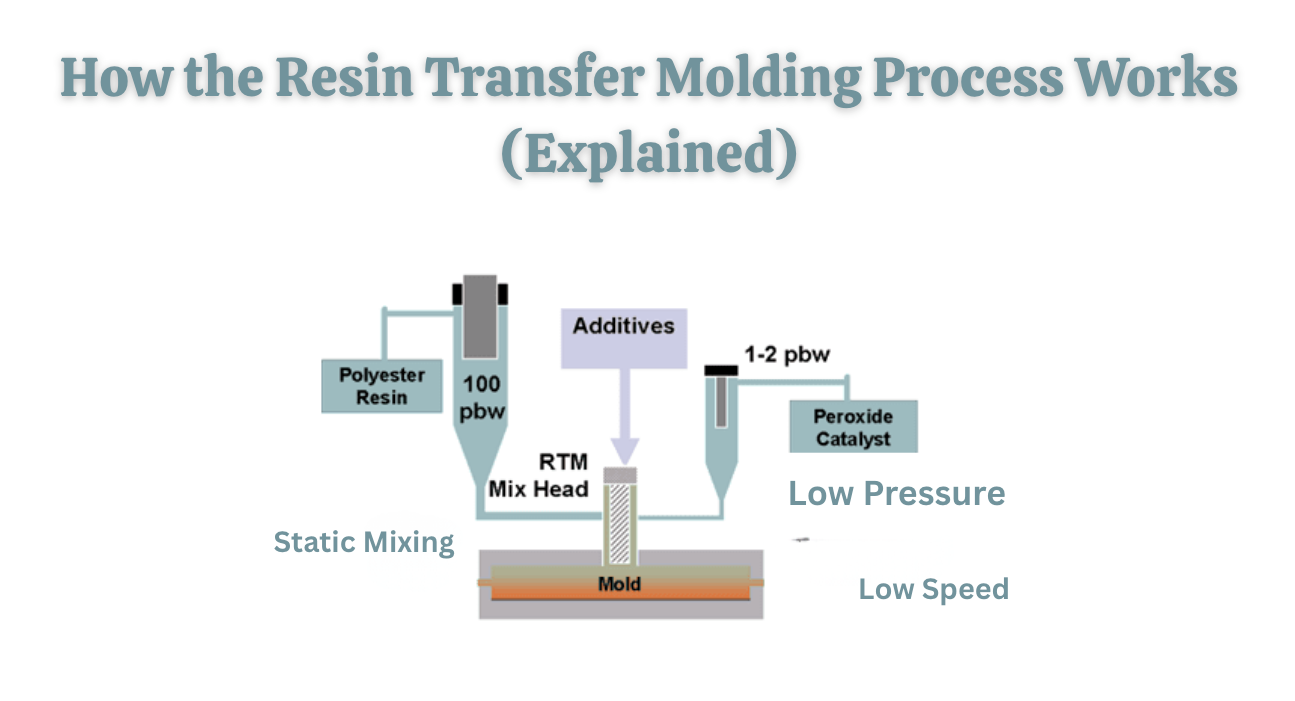
Steg 3: Hartsinjektion
- Formen förseglas och harts injiceras under kontrollerat tryck.
- Lågviskösa hartser väljs eftersom de flyter lätt och fyller formen utan att lämna luftfickor.
- Hartset flödar genom portar och kanaler tills all fiberarmering är helt mättad.
Steg 4: Härdning och stelning
- Efter injektionen härdas hartset för att hårdna delen.
- Härdning kan göras genom att värma formen eller använda specialiserade härdningsmaskiner som styr tid och temperatur.
- I vissa småskaliga hantverk kan UV-lampor eller värmepistoler hjälpa till med härdning.
Steg 5: Avformning och efterbehandling
- När formen är helt härdad öppnas den och delen tas bort.
- Överflödiga hartsbleck och ojämna kanter klipps bort.
- Beroende på användning kan delen slipas, poleras eller ytbeläggas.
Denna process ger precision och producerar delar med släta ytor och jämn styrka.
📌Läs även: 12+ kreativa sommarpysselidéer med resin för barn och vuxna
Fördelar med resinöverföringsgjutning
RTM:s popularitet kommer från balansen den erbjuder mellan kostnad, kvalitet och prestanda.
- Högt hållfasthets-viktförhållande: Idealisk för flyg- och bilindustrin där lättviktsmaterial är avgörande.
- Slät ytfinish: RTM-delar har ofta en blank yta, vilket gör dem redo för målning eller beläggning med minimalt ytterligare arbete.
- Minskade utsläpp: Eftersom det är en sluten process släpps färre flyktiga kemikalier ut i luften.
- Repeterbarhet: Varje del tillverkad med RTM är nästan identisk, vilket är värdefullt för tillverkning.
- Mindre avfall: Harts injiceras i kontrollerade mängder, vilket minskar spill och oanvänt material.
För hantverkare och mindre projekt gäller samma fördelar i mindre skala. Användningen av epoxi hartssatser, värmepistoler och UV-ljushärdning har öppnat upp nya kreativa vägar.
Utmaningar och begränsningar
RTM är inte perfekt. Vissa utmaningar följer med det:
- Kostsam verktygsinstallation: Högkvalitativa formar är dyra.
- Komplex beredningFiberplaceringen måste vara exakt, och även mindre misstag kan äventyra delens integritet.
- Långsammare cykler för små körningar: Bra för medelstor produktion, inte så bra för enstaka snabba byggen.
- Begränsat till specifika tjocklekar: Även om RTM är flexibelt fungerar det inte alltid bra för extremt tunna eller mycket invecklade detaljer.
Dessa nackdelar innebär att RTM är bäst lämpat för branscher där hög prestanda och konsekvens motiverar kostnaderna.
Tillämpningar av hartsöverföringsgjutning
RTM är en mångsidig tillverkningsmetod med tillämpningar inom olika områden.
- Flyg- och rymdindustrin: flygplanspaneler, vingar, kåpor och inredningsdelar.
- Fordon: bilhuvar, skärmar, takpaneler och lätta strukturella element.
- Förnybar energi: vindkraftverksblad och komponenter för ren energi.
- Marinindustri: båtskrov och däcksdelar som kräver hög hållbarhet.
- Hantverk och gör-det-själv-hartskonst: tillverkare använder nedskalade RTM-idéer för att skapa möbeldelar, smyckesformaroch anpassade projekt med härdningsverktyg.
Mångfalden av användningsfall visar RTM:s breda potential för både stora industrier och små kreativa projekt.
Resinöverföringsgjutning jämfört med andra hartsprocesser
|
Bearbeta |
Metod |
bäst för |
Begränsningar |
|
Resinöverföringsgjutning (RTM) |
Sluten form, harts injicerat under tryck |
Starka, detaljerade medelstora till stora delar |
Högre installationskostnad |
|
Vakuuminfusion |
Harts dras genom fibrer med hjälp av vakuum |
Stora, billiga byggen som båtar |
Långsammare, mindre exakt |
|
Handuppläggning |
Harts appliceras manuellt på fibrer |
Enkla smådelar och prototyper |
Inkonsekvent och arbetskrävande |
|
Kompressionsgjutning |
Värme och tryck applicerat i en form |
Massproduktion av kompositer |
Mycket hög verktygskostnad |
Denna jämförelse visar hur RTM är väl positionerat för projekt som behöver balans mellan precision och kostnad.
RTM vs VARTM vs LRTM
Vad man ska göra: Välj den rutt som bäst passar din volym, finish och budget.
-
RTM: Två styva formhalvor. Harts är pumpade under tryck. Du får två bra ytor och snäva toleranser. Detta passar för produktion i medelstora volymer. Injektionstrycket kan vara mycket högre än vakuum, vilket hjälper till att fylla svåra geometrier.
-
VARTM, vakuumassisterad RTM: Ett styvt verktyg och en vakuumpåse ovanpå. Harts sugs in med vakuum. Verktygstillverkning är billigare och stora delar är möjliga, men vanligtvis har bara en sida en A-klassad yta direkt från verktyget.
- LRTM, lätt RTM: Två matchande verktyg, men systemet körs med lågt kavitetstryck med hjälp av vakuum. Verktygen är lättare och kostar mindre än tunga RTM-verktyg. Det minskar avfall och utsläpp, och kan fortfarande vara konsekventa
Snabbvalsguide:
- Behöver två släta sidor, snäva storlekar och repeterbarhet. Välj RTM.
- Bygga mycket stora delar med en snäv budget. Välj VARTM.
- Vill du ha matchande verktyg och lägre kostnad med stabil kvalitet? Välj LRTM.
📌Läs även: Epoxi vs harts: Viktiga skillnader och bästa användningsområden förklarade
Slutsats
Resintransfergjutning är en beprövad metod för att skapa starka, lätta och precisa kompositdelar, som används i en mängd olika tillämpningar, från flygplan och bilar till reshinstruktörer.
Genom att kombinera fibrer med harts inuti en sluten form levererar RTM jämn kvalitet och pålitlig prestanda.
Oavsett om du är yrkesverksam inom kompositer eller en hantverkare som experimenterar med epoxi, kan förståelse för RTM vägleda bättre projekt och inspirera till nya idéer.
Användbara verktyg för små butiker och tillverkare
- Maskiner för härdning av hartsHåller härdningen stabil. Utmärkt för små delar och efterhärdning.
- EpoxihartsAnvänd klara och lågviskösa system för RTM-testskott och fixturer.
- UV-lampor för härdning av hartsPraktisk för punktfix och små överlack.
- Värmepistoler för hantverkJaga upp mikrobubblor i kanterna och få tunna lager att flyta över kosmetiska ytor.
Vanliga frågor om resinöverföringsgjutning
Vad är skillnaden mellan LRTM och RTM?
RTM injicerar harts i en sluten form under tryck för att väta ut torra fibrer. LRTM, eller Light RTM, använder vakuum för att dra lågviskös harts genom fibrerna, så injiceringstryck och verktygskostnader blir lägre. RTM passar för högre volymer och tjockare delar som behöver mer kontroll över flödet under tryck. LRTM är utmärkt för rena verkstäder, jämnare ytor på båda sidor och produktion i medelstora volymer.
Vad är processen för lätt resintransfergjutning?
Placera torra tyger i en styv form, lägg till peel ply eller flow media om det behövs och stäng den med en lätt motform och tätningar. Dammsug för att kontrollera läckor, blanda sedan hartset och öppna inloppet så att vakuumet drar hartset över detaljen. Titta på flödesfronten tills alla områden är våta, kläm sedan fast matningen och håll vakuumet på medan hartset bildar en gel. Låt detaljen härda enligt databladet, ta sedan ur formen och trimma.
Vilka hartser används vanligtvis i RTM?
Lågviskösa system med lång bearbetningstid föredras. Epoxi, vinylester och omättad polyester är de vanligaste valen. Epoxi använder aminhärdare, medan vinylester och polyester använder MEKP-katalysator. Välj ett harts som är klassat för RTM eller infusion för att minska porer och förbättra vätningen.
Är RTM-delar starka?
Ja. RTM ger ofta högre fiberinnehåll och färre porer än manuell uppläggning, vilket ökar styrka och styvhet. Delarna produceras med jämn tjocklek och god bindning mellan lagren. Korrekta härdningsscheman förbättrar ytterligare värmebeständighet och hållbarhet.
Vad är harts Används transfergjutning till?
RTM tillverkar medelstora till stora kompositdelar med rena ytor på båda sidor. Typiska användningsområden inkluderar karosseripaneler för bilar, marindäck och skrovsektioner, vindkraftsdelar och utrustningsskydd. Den fungerar även för möbler, sportartiklar och medicinska bostäder. Processen passar för körningar där repeterbarhet, låga utsläpp och god finish är viktiga.











{kind=link}
Lämna en kommentar
Denna webbplats är skyddad av hCaptcha och hCaptchas integritetspolicy . Användarvillkor gäller.