樹脂トランスファー成形(RTM)は、両面に滑らかなAクラス表面を持つ、強度のある複合材部品を製造するための、クリーンで再現性の高い方法です。
RTMでは、乾燥繊維を事前に成形し、適合する金型に配置し、低粘度の樹脂を注入します。 エポキシビニルエステルまたはポリエステルを射出成形し、その後硬化させる。
このガイドでは、そのプロセスがどのように機能するのか、VARTMやLRTMとどのように異なるのか、そして信頼性の高い部品を得るために各ステップで何をすべきかを説明します。
要点:
- 樹脂トランスファー成形(RTM)は、密閉された金型を使用して複合材部品を製造するプロセスです。
- グラスファイバーや炭素繊維などの乾燥した繊維を型に入れ、そこに液体樹脂を注入して結合・硬化させる。
- 航空宇宙、自動車、再生可能エネルギー、工芸品製造など、幅広い分野で利用されている。
- 利点としては、耐久性、軽量設計、滑らかな仕上がりなどが挙げられます。
- 課題としては、初期費用が高くなることや準備期間が長くなることなどが挙げられる。
ショッピングをご希望ですか?
|
|
樹脂製造業者® 1ガロン/2ガロン クリスタルクリアエポキシ樹脂(専用分岐ポート付き)
これ 最高品質の樹脂 に最適です コースター、ジュエリー、そしてカウンタートップ。 の 目盛り付き、人間工学に基づいたボトル 計測と取り扱いを容易にする。 |

樹脂トランスファー成形とは何ですか?
樹脂トランスファー成形(RTM)は、強度と軽量性を兼ね備えた複合材部品を製造するために用いられる、密閉型金型を用いた成形プロセスである。
この方法では、乾燥した強化繊維を密閉された金型内に配置し、エポキシ樹脂、ポリエステル樹脂、ビニルエステル樹脂などの液体樹脂を加圧注入して繊維を飽和させる。硬化後、樹脂は繊維の周囲で固まり、耐久性のある構造を形成する。
RTMは密閉されたプロセスであるため、開放型成形法に比べて、より優れた表面仕上げ、精密な部品制御、および発生するヒュームの低減を実現します。
手作業による積層成形よりも信頼性が高く、高圧圧縮成形よりもコストと複雑さが少ないため、中規模で高品質の複合材料を製造するためのバランスの取れた選択肢となる。
📌こちらもご覧ください: エポキシ樹脂型材:最適な選択肢とヒントを解説
樹脂トランスファー成形プロセスの仕組み

RTMプロセスは一連のステップに分解できます。最終製品の強度と信頼性を確保するためには、各ステップを慎重に実行する必要があります。
ステップ1:型作り
- 金型は通常、アルミニウムや鋼鉄などの金属で作られるが、高強度複合材料が使用される場合もある。
- 金型の内側に離型剤を塗布することで、硬化後に部品がスムーズに取り出せるようになる。
- 漏れや欠陥を防ぐためには、金型の2つの半分が完全に一致していなければならない。
ステップ2:繊維補強材の配置
- あらかじめ裁断された繊維布やマット(グラスファイバー、カーボンファイバー、天然繊維補強材など)を型に敷き詰める。
- 繊維の配置は重要です。なぜなら、繊維の配向によって完成品の強度と柔軟性が左右されるからです。
- 樹脂を添加する前に繊維を所定の位置に保持するために、プリフォームが作られる場合がある。
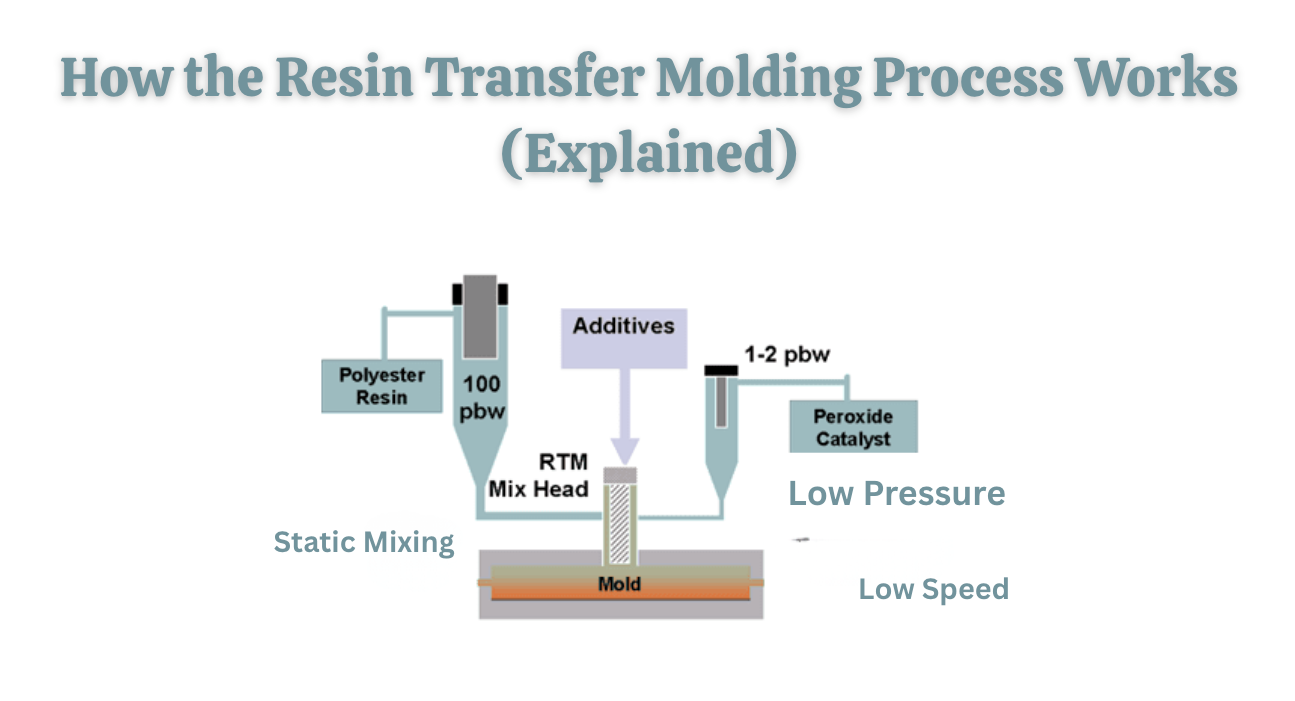
ステップ3:樹脂注入
- 金型を密閉し、制御された圧力下で樹脂を注入する。
- 低粘度樹脂は、流れやすく、気泡を残さずに金型を満たすことができるため、選ばれる。
- 樹脂はポートやチャネルを通って流れ、すべての繊維強化材が完全に飽和するまで続きます。
ステップ4:硬化と固化
- 射出後、樹脂を硬化させて部品を固める。
- 硬化は、金型を加熱する方法、または時間と温度を制御する専用の硬化装置を使用する方法で行うことができる。
- 小規模な工芸品の中には、紫外線ランプやヒートガンが硬化を助けるものもあります。
ステップ5:脱型と後処理
- 完全に硬化したら、型を開けて部品を取り出す。
- 余分な樹脂のバリや粗いエッジは切り取られます。
- 用途に応じて、部品は研磨、艶出し、またはコーティングされる場合があります。
この工程により精度が向上し、表面が滑らかで強度も均一な部品が製造されます。
📌こちらもご覧ください: 子供から大人まで楽しめる、夏にぴったりのクリエイティブなレジンクラフトアイデア12選以上
樹脂トランスファー成形の利点
RTMが人気を集めている理由は、コスト、品質、性能のバランスの良さにある。
- 高い強度対重量比:軽量素材が不可欠な航空宇宙産業や自動車産業に最適です。
- 滑らかな表面仕上げ:RTM部品は多くの場合、光沢のある仕上げになっているため、最小限の追加作業で塗装やコーティングを施すことができます。
- 排出量の削減:密閉されたプロセスであるため、揮発性化学物質が大気中に放出される量が少なくなります。
- 再現性:RTMで製造された各部品はほぼ同一であり、これは製造において非常に価値がある。
- 廃棄物の削減:樹脂は制御された量で注入されるため、こぼれや未使用材料が削減されます。
手芸家や小規模なプロジェクトの場合、これらの利点はより小規模な形で適用されます。エポキシ樹脂の使用 レジンキットヒートガンや紫外線硬化技術は、新たな創造的な道を切り開いた。
課題と限界
RTMは完璧ではありません。いくつかの課題が伴います。
- 高価なツールセットアップ: 高品質の金型 高価です。
- 複雑な調製繊維の配置は正確でなければならず、わずかなミスでも部品の完全性を損なう可能性がある。
- 少量生産の場合は、より低速なサイクルで処理します。 中規模生産には適しているが、単発の迅速な製造には向いていない。
- 特定の厚さに限定されます。 RTMは柔軟性があるものの、極端に薄いものや非常に複雑な形状には必ずしも適しているとは限りません。
これらの欠点から、RTMは、高い性能と一貫性がコストに見合うだけの価値がある業界に最も適していると言える。
樹脂トランスファー成形の応用例
RTMは、さまざまな分野に応用可能な汎用性の高い製造方法です。
- 航空宇宙分野:航空機のパネル、翼、フェアリング、内装部品。
- 自動車部品:ボンネット、フェンダー、ルーフパネル、軽量構造部材。
- 再生可能エネルギー:風力タービンブレードおよびクリーンエネルギー関連部品。
- 海洋産業:高い耐久性が求められる船体および甲板部品。
- クラフトとDIYレジンアート:メーカーは縮小版RTMのアイデアを使って家具部品を製作、 ジュエリー型、硬化ツールを用いたカスタムプロジェクト。
多様な活用事例は、RTMが大規模産業から小規模なクリエイティブプロジェクトまで、幅広い可能性を秘めていることを示している。
樹脂トランスファー成形とその他の樹脂成形プロセスとの比較
|
プロセス |
方法 |
最適 |
制限事項 |
|
樹脂トランスファー成形(RTM) |
密閉された金型から、樹脂を加圧注入する。 |
丈夫で詳細な中~大型パーツ |
初期費用が高くなる |
|
真空注入 |
真空を用いて樹脂を繊維に通す |
大型で低コストの建造物、例えばボートなど |
速度が遅く、精度も低い |
|
ハンドレイアップ |
樹脂を手作業で繊維に塗布する |
シンプルな小型部品と試作品 |
一貫性がなく、手間がかかる |
|
圧縮成形 |
金型に熱と圧力を加える |
複合材料の大量生産 |
非常に高い金型費用 |
この比較から、RTMが精度とコストのバランスが求められるプロジェクトにとって最適なソリューションであることがわかる。
RTM vs VARTM vs LRTM
何をするか: ご自身の配送量、仕上がり、ご予算に最適なルートをお選びください。
-
RTM: 2つの硬い型半分。樹脂は ポンプ 加圧下での成形により、良好な表面形状と高い精度が得られます。これは中量生産に適しています。射出圧力は真空よりもはるかに高く設定できるため、複雑な形状の成形にも役立ちます。
-
VARTM、真空補助RTM: 剛性の高い金型と、その上に設置された真空バッグ。樹脂は真空によって吸い込まれる。金型コストは安く、大型部品の成形も可能だが、通常は金型から取り出した時点でA級表面が得られるのは片面のみである。
- LRTM、ライトRTM: 2つのマッチングされたツールを使用するが、システムは真空の助けを借りて低いキャビティ圧力で動作する。ツールは軽量で、重いRTMよりもコストが低い。廃棄物と排出物を削減し、一貫性を維持できる。
クイックピックガイド:
- 両面が滑らかで、サイズが正確で、再現性が必要です。 RTM。
- 限られた予算で非常に大きな部品を製造する。 VARTM。
- 品質が安定していて、コストを抑えつつ、マッチしたツールをお求めですか? LRTM。
📌こちらもご覧ください: エポキシ樹脂とレジン:主な違いと最適な用途を解説
結論
樹脂トランスファー成形は、強度、軽量性、精度に優れた複合材部品を製造するための実績のある方法であり、航空機や自動車から樹脂工芸品まで、幅広い用途で使用されています。
RTMは、密閉された金型内で繊維と樹脂を組み合わせることで、一貫した品質と信頼性の高い性能を実現します。
あなたが複合材料の専門家であろうと、エポキシ樹脂を使った実験的なクラフト愛好家であろうと、RTMを理解することは、より良いプロジェクトを導き、新たなアイデアを生み出すのに役立ちます。
小規模店舗やメーカー向けの便利なツール
- 樹脂硬化機硬化状態を安定させます。小型部品や後硬化に最適です。
- エポキシ樹脂RTMテストショットや治具には、透明で低粘度のシステムを使用してください。
- 樹脂硬化用UVライト部分的な補修や少量のトップコートに便利です。
- 工作用ヒートガン・端に付着した微細な気泡を追い払い、化粧品を塗布した面に薄く均一に伸ばします。
樹脂トランスファー成形に関するよくある質問
LRTMとRTMの違いは何ですか?
RTMは、密閉された金型に圧力をかけて樹脂を注入し、乾燥した繊維を樹脂で濡らします。LRTM(ライトRTM)は、真空を利用して低粘度樹脂を繊維に引き込むため、射出圧力と金型コストが低くなります。RTMは、より精密な圧力制御が必要な、大量生産や厚みのある部品に適しています。LRTMは、クリーンな作業環境、両面の滑らかな表面、中量生産に最適です。
軽質樹脂トランスファー成形のプロセスとはどのようなものですか?
乾燥した布地を硬質の型に入れ、必要に応じて剥離層または流動性媒体を追加し、軽量の対向型とシールで型を閉じます。真空引きをして漏れがないか確認し、樹脂を混合して入口を開き、真空引きで樹脂を部品全体に流し込みます。すべての領域が濡れるまで流動先端を観察し、その後、供給部をクランプして、樹脂がゲル化するまで真空引きを続けます。データシートに従って部品を硬化させ、型から外してトリミングします。
RTM(樹脂成形)では一般的にどのような樹脂が使用されますか?
低粘度で作業時間の長いシステムが好まれます。エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂が最も一般的な選択肢です。エポキシ樹脂はアミン系硬化剤を使用し、ビニルエステル樹脂とポリエステル樹脂はMEKP触媒を使用します。空隙を減らし、濡れ性を向上させるために、RTMまたはインフュージョン成形に対応した樹脂を選択してください。
RTM加工部品は丈夫ですか?
はい。RTMは、手作業による積層成形に比べて繊維含有量が高く、空隙率が低いため、強度と剛性が向上します。部品は均一な厚みで、層間の接着も良好です。適切な硬化スケジュールにより、耐熱性と耐久性がさらに向上します。
樹脂とは何か トランスファー成形は何に使用されますか?
RTMは、両面とも表面がきれいな中型から大型の複合材部品を製造します。代表的な用途としては、自動車のボディパネル、船舶のデッキや船体、風力発電部品、機器カバーなどが挙げられます。また、家具、スポーツ用品、医療機器の筐体などにも使用できます。このプロセスは、再現性、低排出ガス、そして良好な仕上がりが重要な生産工程に適しています。











{kind=link}
コメントを書く
このサイトはhCaptchaによって保護されており、hCaptchaプライバシーポリシーおよび利用規約が適用されます。